
This document is for Titan FabCenters, Titan 2600, 2700, 2800, 3700 and 3800 machines. You will need a G-Code program to run this program. If your machine does not have this, see links below.
This program will run faster than the old program and has less overstep on tool paths.
Scan to Read on Device:
Important: Make sure the machine is level before planning the table. Be certain that the X, Y, and Z THK Bearings and rails are in good condition. Also that the spindle sweep has been completed!
this program is for a 4 inch gauge wheel
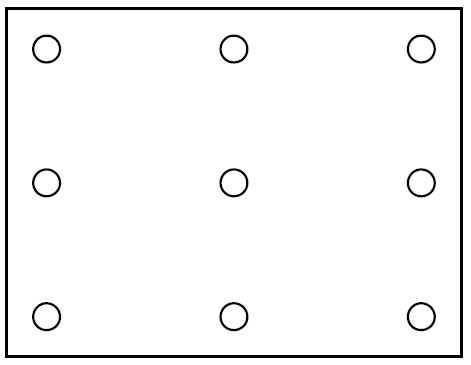
Find lowest spot on the table
Attach a dial indicator to the frame of the spindle and run the machine around the table to find the lowest spot. You can use this map to write down the differences.
if your table variance is over .030″ contact Park Industries
Set New Spindle to Work Surface Height
example:
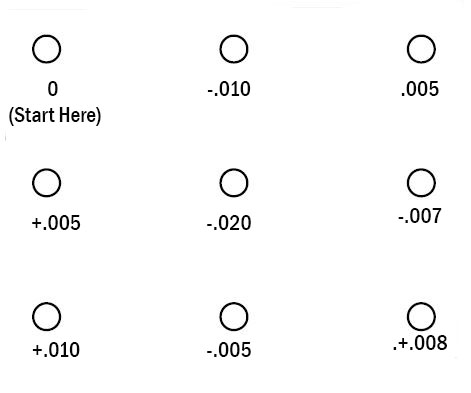
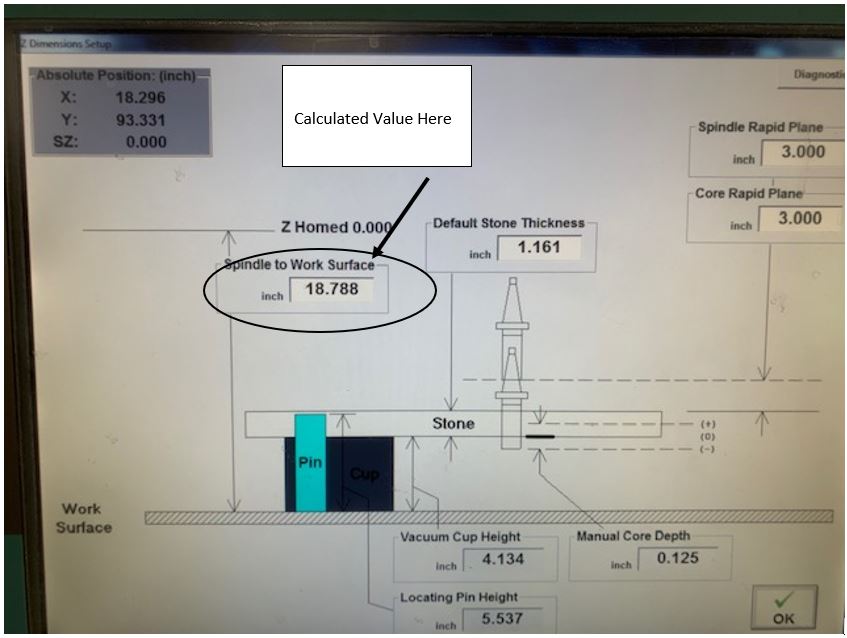
In the above example the lowest spot on the table is -.020 we will want to take off an additional .005″ to completely level the table.. Go to Setup>Machine Setup>Z Dimensions. Take the number in the Spindle to Work Surface and add the change.
Our Example:
Current Spindle to Work Surface = 18.788 + 0.025 =18.813
Max Removal is .030″ per pass. Contact Park Industries for assistance.
Setup planing tool
Next we need to setup the planing tool. This tool needs to be setup as tool 100 in the tool library for a Titan 2600, 2700 and 2800. On a Titan 3700 or 3800 it needs to be setup in tool 300 in the tool library.
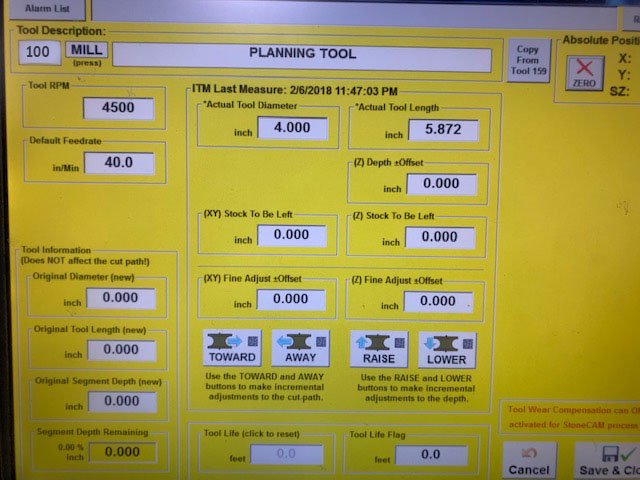
Tool Setup
Measure and enter in the tool length and diameter into tool 100. Offsets will be left at “0”. For the test run set the Z fine adjust to 1″ this will allow us to make sure the offsets and tool is set correctly before planing the table. Once we verify it is, you will change the fine adjust Z at 0.0 when planing the table top.
Test Run
Setup the Test Run
Insert planing tool into spindle and in tool library set current tool as tool #100. Go to G-Code screen and load the Table Planing program located int the G-Code Folder on the D: Drive. Links at bottom if you don’t have program.
Start the program.
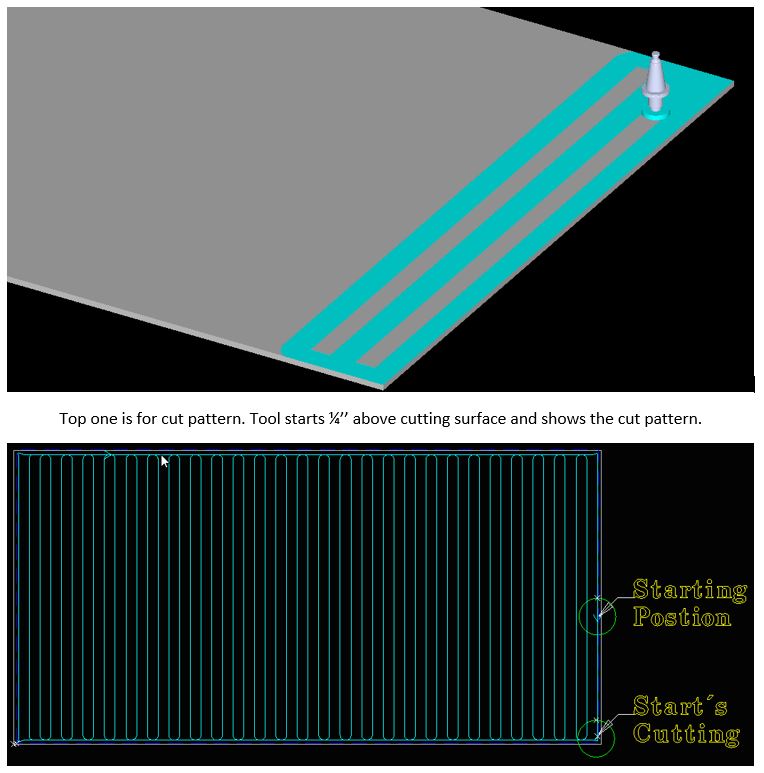
The machine will start at the right side of the table in the middle and move to the front of the table and Z down. Once it reaches the front and starts to move to the back again stop the program. Verify the height of the tool is at 1 inch above the table +/- .010. If it is continue to next steps. See images below..
Change Z Offset.
Once you have verified the tool running at correct height change your “Fine Adjust for Z” to 0.00 this will set the tool to run at the z height we set earlier.
Program will take 1.5 hours to run. There is no re-start so make sure your set before starting the program.
When the process is completed make sure that if you had to swap tool 100 or 300 with another that you swap them back. Make sure that whatever tool you put back in the spindle matches up with the Current Tool in the Tool Library.
Run a test piece before any production. You may need to adjust the Spindle to Work Surface number if you find your profiles are not running at the right height.
Programs:Choose your machine and tool size
The programs for Titan 3700 and 3800 are written that the tool needs setup in the tool library as tool 300! Also on these machines you must set default stone thickness to 0 and the vacuum cup height.
The Fabcenter and Titan 2700 and 2800 are written that the tool needs setup in the tool library as tool 100!
Tags: Planning program