


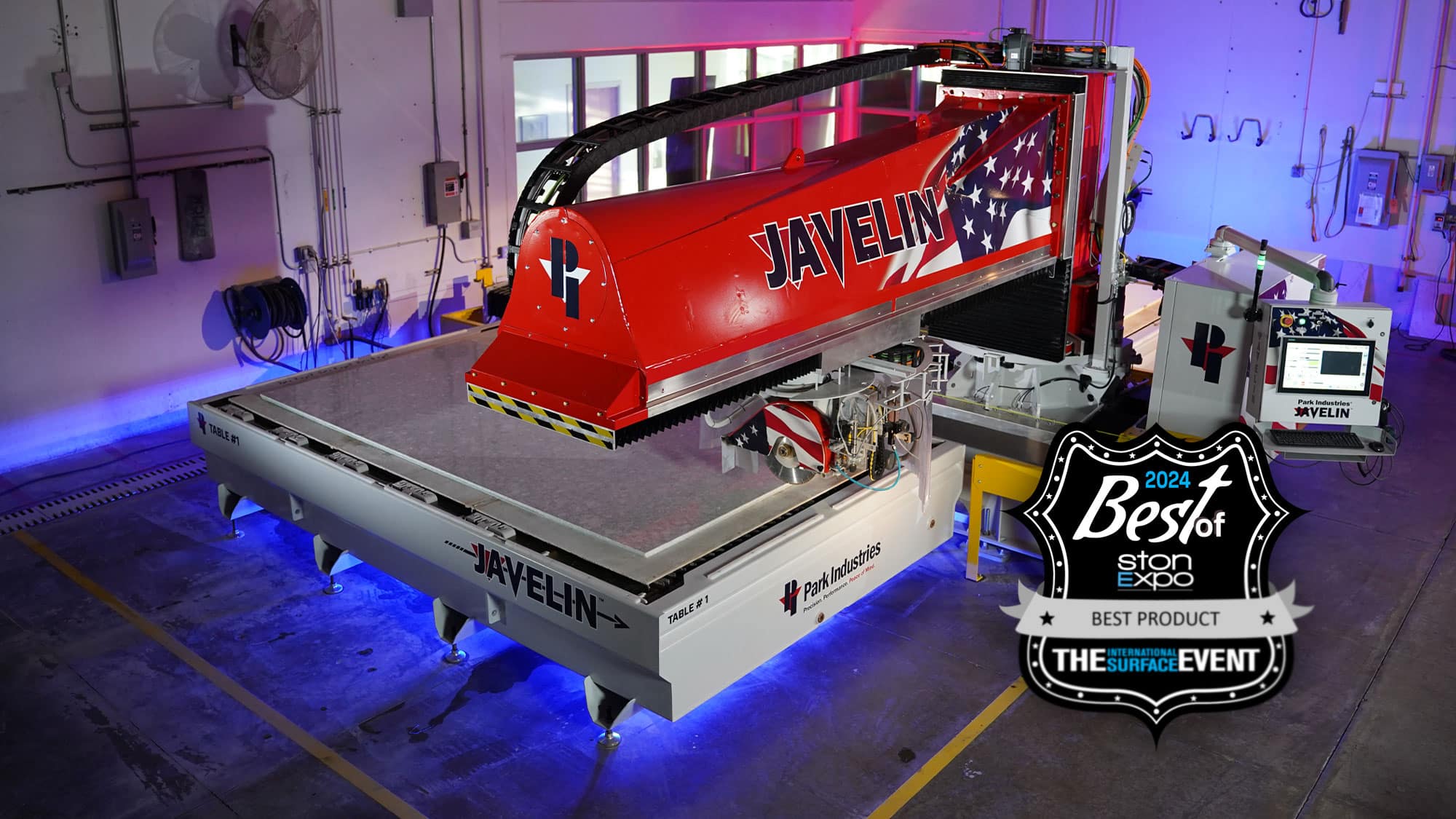
The JAVELIN™ just changed the countertop sawjet game with the smallest footprint and largest work envelope, high-production processing speeds with high-precision accuracy, a rigid arm that excels at mitering with easy-to-access tables, and more.
![]()
June 27 | Washington, D.C.
Where Fabricators Up Their Game: Tour shops, watch CNC demos, listen to fabricator speakers & more at the Digital Stoneworking Expo!


Quick Machine Finder
JAVELIN™
CNC Sawjet
Models Offered:
Single Table, Two Table
Applications:
Countertops, Cutting
Key Features:
Waterjet, 27hp saw, Mitering, Small Footprint, VFD, Large Work Envelope
SABERjet™ XP
CNC Sawjet
Models Offered:
Single Table, Two Table
Applications:
Countertops, Cutting, Dimensional
Key Features:
Waterjet, 27hp saw, 5-axis, Mitering, VFD, Slab Loader
TITAN®
CNC Router Series
Models Offered:
TITAN® 4700, TITAN® 4800
Applications:
Countertops, Polishing
Key Features:
High-speed polishing, Large work table, Easy-to-operate
FASTBACK® II
Flat-Edge Polisher
Applications:
Countertops, Polishing
Key Features:
Up to 65″/ min, Spindle stagger, SlabBACK™ support, Single-pass
VOYAGER™ XP
5-Axis CNC Saw
Applications:
Countertops, Cutting, Dimensional
Key Features:
TightCut, 27hp saw, Mitering, Milling, VFD, Tilt table
HydroClear™ PRO
Water System Series
Models Offered:
7 Unique, Customizable Systems
Applications:
Countertops, Dimensional
Key Features:
All-in-one system, Up to 170 gallons / min, Advanced controller
HydroClear™ 400
Water Recycling System
Models Offered:
7 Unique, Customizable Systems
Applications:
Countertops, Dimensional
Key Features:
Automated Chemical Dosing System, Up to 325 gallons / min, Advanced controller
YUKON® II
Semi-Auto Bridge Saw
Models Offered:
Countertop Model, Dimensional Model
Applications:
Countertops, Cutting, Dimensional
Key Features:
20hp saw, Mitering, VFD, Tilt table w/ 360° rotation
Browse All
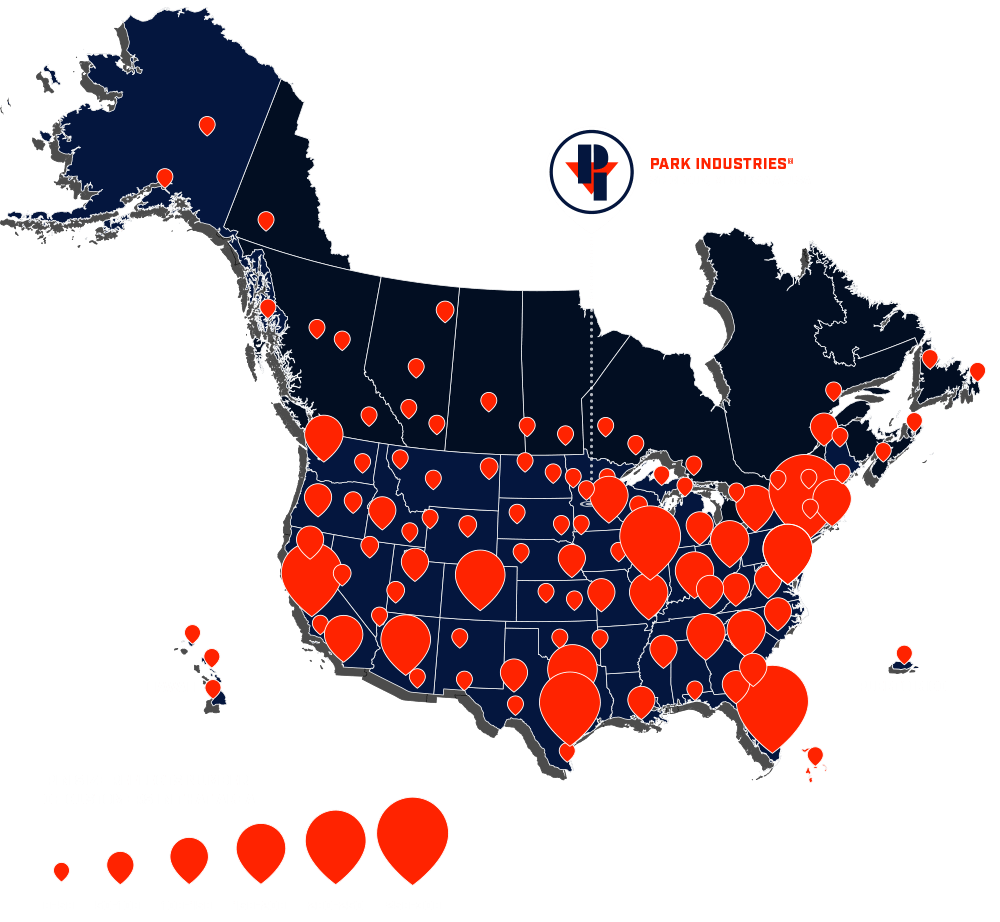
North America’s Leader in Countertop & Architectural Machinery
SERVING OVER 5,000 CUSTOMERS
Sure, Park Industries® sells superior machines for countertop and architectural fabricators, but that’s not really all we do. We’re in the business of providing you the tools that will positively impact your bottom line.
We are also laser focused on creating outstanding experiences by providing the most dependable, high-precision manufacturing solutions that enable our customers, associates, and community to thrive.
Trusted By




Latest Articles
Nobes Granite
04.25.24
After years of manual fabrication and a poor experience with service from an overseas machine manufacturer, Jim Nobes…

Stone City Design
04.24.24
Meet Stone City Design, an all-encompassing kitchen and bath design center, proudly owned by brother-sister duo, George and…
Paws & Precision — 3rd Annual Shop Dog Contest
04.22.24
April 11th marked the beginning of our 3rd annual Shop Dog Contest in honor of National Pet Day,…

Taj Mahal Quartzite vs JAVELIN™ CNC Sawjet (Mini Episode)
04.8.24
In this mini episode of Cut This, Polish That, the JAVELIN™ CNC Sawjet takes on a force of…
Women Who Rock Contest Winners
03.21.24
Park Industries® teamed up with Women Who Rock In Surfacing for a special drawing to recognize the amazing…

Understanding Silica Risk in the Stone Industry & How To Reduce Dust in Your Shop
03.15.24
As a stone fabrication business owner, you’re likely aware of the importance of silica dust reduction and exposure…

Mitered Dekton Fireplace on the JAVELIN™
03.12.24
In this episode of Cut This, Polish That, witness the JAVELIN™ CNC Sawjet tackle the challenge of cutting…

TITAN® 4000 Series Quick-Change Water Union (Replace in 3 Minutes or Less!)
02.26.24
See how the TITAN 4000’s Quick-Change Water Union can be changed out easily in under 3 minutes as…
Contact Us
We’d love to hear from you
Your comments and questions are important to us. Please complete the form and we’ll respond to your inquiry promptly, or find your sales representative.
6301 Saukview Dr
St. Cloud, MN 56303
